СФ ФИАН
Самарский филиал Федерального государственного бюджетного учреждения науки Физического института им. П.Н. Лебедева Российской академии наук
|
|
Для лазерного упрочнения металлообрабатывающего инструмента
в СФ ФИАН на базе ЛТУ "Квант-16" разработана специализированная
установка, обладающая рядом преимуществ. К их числу относятся: |
||||
|
1. Обеспечение равномерности
распределения плотности энергии излучения
в поперечном сечении лазерного пучка. |
|||||
|
|
|
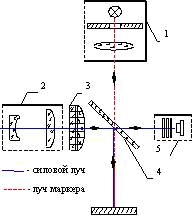
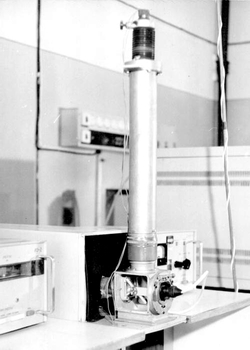
Эффективно сформировать пучок с высокой степенью равномерности в пятно квадратного сечения позволяет призменный растр, который включен в оптическую схему специализированной ЛТУ для лазерной закалки (рис.1). Внешний вид оптической головки представлен на рис.2. | |||
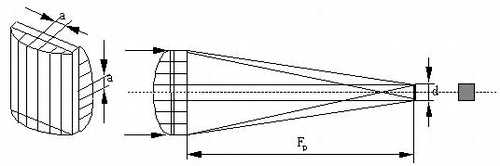
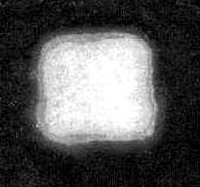
| Растр представляет собой два набора скрещенных призм с размером грани "а". Профиль каждого набора является частью многоугольника, вписанного в окружность. Оба набора, сложенные вместе, образуют совокупность призм фокусирующий призменный растр (рис.3). Степень равномерности распределения плотности энергии излучения в поперечном сечении луча зависит от числа ячеек, охватываемых пучком. Чем больше таких элементарных ячеек, тем однороднее будет распределение интенсивности по сечению фокального пятна (рис.4). | |||||
|
|
|
||||
|
2. Обеспечение оптимальной
формы импульсов излучения.
|
|||||
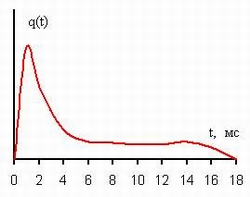
| Оптимальная для нагрева без плавления форма импульсов излучения, дающая термический цикл облучаемой поверхности с выдержкой на заданном уровне, обеспечивается при введении в состав специализированной ЛТУ "Квант-16" дополнительного разрядного блока с секционированным накопителем. Благодаря разделению емкостного накопителя на несколько секций с независимым разрядом каждой из них через регулируемые промежутки времени форма импульса генерации лазера изменяется в широких пределах. | |||||
|
|
Специализированная
ЛТУ "Квант-16" обеспечивает форму импульсов излучения при облучении
инструментальных сталей, показанную на рис.5, при этом выдержка при заданной
температуре на поверхности составляет - (14-16)мс. Экспериментально и теоретически показано, что использование для лазерной закалки инструментальных сталей специальным образом профилированного импульса излучения приводит к увеличению глубины зоны закалки в среднем на ~25% по сравнению с термообработкой излучением серийной ЛТУ. |
||||
Модернизированная ЛТУ "Квант-16"
обеспечивает достижение высоких эксплуатационных характеристик режущего
инструмента после лазерной обработки вследствие: высокой степени равномерности интенсивности излучения (~10%) в поперечном
сечении лазерного пучка (что особенно важно при упрочнении теплостойких
инструментальных сталей с узким интервалом между температурой закалки и
температурой плавления);использования профилированного импульса генерации с затянутым задним фронтом,
что приводит к увеличению суммарного времени пребывания облученного участка
в температурном интервале аустенизации и формированию однородного по глубине
ЗЛВ аустенита и, в конечном счете, увеличению глубины ЗЛВ. высокой степени равномерности интенсивности излучения (~10%) в поперечном
сечении лазерного пучка (что особенно важно при упрочнении теплостойких
инструментальных сталей с узким интервалом между температурой закалки и
температурой плавления);использования профилированного импульса генерации с затянутым задним фронтом,
что приводит к увеличению суммарного времени пребывания облученного участка
в температурном интервале аустенизации и формированию однородного по глубине
ЗЛВ аустенита и, в конечном счете, увеличению глубины ЗЛВ.
|
|||||
|
Контакты: |
|||||