СФ ФИАН
Самарский филиал Федерального государственного бюджетного учреждения науки Физического института им. П.Н. Лебедева Российской академии наук
|
|
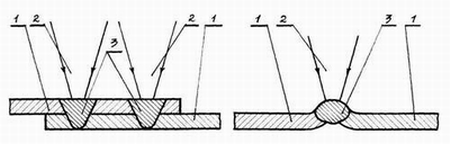
Требование обеспечения высокого качества кабелей явилось основанием для постановки задачи о разработке нового способа соединения концов тонкой алюминиевой ленты, образующей защитный металлический слой в конструкции кабеля. Алюминиевая лента толщиной d=0,10-0,15 мм с односторонним полиэтиленовым покрытием, предварительно нарезанная на заданную ширину в соответствии с диаметром металлопластмассовой оболочки кабеля, устанавливается в отдатчик в бобинах. При замене израсходованной бобины возникает необходимость соединить концы ленты. |
|||
|
К соединению предъявляются следующие основные требования: |
||||
| Ввиду отсутствия других возможностей для соединения концов тонкой алюминиевой ленты традиционно применялась пайка цинковым припоем, которая, однако, не удовлетворяет из вышеперечисленных п.п.1, 3 и 4. Из известных видов соединения всему комплексу требований удовлетворяет только сварка, однако ни один из ее традиционных видов не применим при толщине ленты менее 0,2 мм. | ||||
| В результате комплекса научно-исследовательских и опытно-конструкторских работ в СФ ФИАН разработана технология соединения концов тонкой алюминиевой ленты с помощью импульсной лазерной сварки. Высокая пиковая мощность излучения импульсных YAG лазеров и локальность воздействия явились теми главными преимуществами, которые определили способ решения поставленной технологической задачи. Этот способ был реализован в технологических лазерных сварочных установках на базе серийной модели импульсного YAG лазера "Квант-15". | ||||
|
|
Основные принципы организации технологии: |
|||
| Настоящая технология используется
на заводе СКК с 1994 года в массовом производстве городских телефонных кабелей
с алюминиевой лентой шириной от 25 мм до 200 мм. На рис.2 показан общий
вид лазерной сварочной установки в производственной линии. Лазерная сварка оказалась эффективной также применительно к задаче соединения концов стальной бронеленты с двусторонним полиэтиленовым покрытием, используемой при производстве оптических кабелей связи, а также бронеленты без покрытия. В данном случае сварка осуществляется встык без предварительного подгиба краев и без удаления полиэтиленового покрытия. Первая полуавтоматическая лазерная установка для сварки бронеленты встык изготовлена по заказу Самарской оптической кабельной компании в 1998 году. |
|
|||
|
Контакты: |
||||
 коэффициент прочности соединения должен быть
не ниже единицы по отношению к основному материалу, в том числе и при
температуре размягчения полиэтилена (около 2500С);
коэффициент прочности соединения должен быть
не ниже единицы по отношению к основному материалу, в том числе и при
температуре размягчения полиэтилена (около 2500С);