СФ ФИАН
Самарский филиал Федерального государственного бюджетного учреждения науки Физического института им. П.Н. Лебедева Российской академии наук
|
|
Как известно, наиболее употребительными способами соединения полусепараторов подшипников являются следующие:
Первый способ используется только при производстве крупногабаритных подшипников низших классов точности, кроме того, трудоемкость сборки при его использовании очень велика. Для приборных подшипников наиболее широко применяется второй способ, однако, при загибке усиков имеет место значительная деформация полусепаратора, прочность такого соединения невелика, необходимость заготавливать полусепараторы двух типов (с усиками и без них) усложняет технологический процесс и снижает коэффициент использования металла. Наиболее технологичным является третий способ, однако, он применяется только для изготовления подшипников низших классов точности, используемых в неответственных узлах, т.к. специфика контактной сварки не гарантирует отсутствия частиц расплавленного металла во внутренней полости подшипника. |
||||
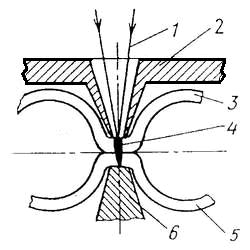
| В СФ ФИАН предложено для соединения стальных полусепараторов использовать импульсную лазерную сварку (рис.1). Лазерное излучение 1 проходит через коническое отверстие в верхней прижимной шайбе 2 и фокусируется на поверхности верхнего полусепаратора 3. Сварное соединение формируется за счет сквозного проплавления верхнего и частичного проплавления нижнего 5 полусепараторов. Значительных механических усилий к полусепараторам при этом не прикладывается. Предлагаемая схема сварки исключает возможность попадания частиц расплава на поверхность тел качения. |
|
||||
|
Технические характеристики установки:
|
|
||||
| Энергия в импульсе, Дж, не менее |
80
|
||||
| Частота следования импульсов, с-1 |
1
|
||||
| Расходимость излучения, мрад., не более |
7
|
||||
| Диаметр зоны фокусировки, мм, не более |
0,5
|
||||
| Длительность импульсов излучения, мс |
1,5-12
|
||||
| Шаг подстройки формы импульсов, мс |
0,5
|
||||
| Расход воды, л/мин |
10
|
||||
| Потребление электроэнергии при рабочем напряжении 380 В, кВА |
12
|
||||
| Занимаемая производственная площадь, м2 |
6
|
||||
| В оптимизированном режиме при энергии в импульсе не более 8 Дж глубина зоны плавления не менее 2 мм, а ширина - не более 1 мм. Опытная технологическая установка рассчитана на одновременную сварку полусепараторов с количеством контактных площадок не более восьми. В этот диапазон укладывается практически вся приборная группа подшипников. Внешний вид опытной установки сварки стальных полусепараторов, построенной на базе серийной модели "Квант-16", представлен на рис.2. | |||||
|
Контакты: |
|||||